
Table of Contents
3D printing with Nylon seems to be one of those things that the 3D printing community doesn’t talk about much. Admittedly there was a learning curve to getting a successful print. However, once I got it dialed it, I believe it prints just as good as PLA with the advantage of being nearly indestructible!
eSUN ePA 1.75mm Nylon 3D Printer Filament NaturalWhy Would You Choose Nylon:
- Extremely Durable
- Not Brittle – meaning the material will flex instead of breaking
- Stronger than ABS
The reason why I chose to use it, is primarily for its durability and would be used as a dome light cover. Therefore it needed to be slightly flexible, so it can pop on and off the fixture. As well as hold up to the high temperatures of being inside of a car on a hot summer day.
The Downsides of Printing With Nylon:
- You need a Dry-Box or a way to keep your filament from absorbing moisture
- All metal Hot End, like an E3d or Micro Swiss
- You will need an Enclosure for your printer.
- You may also need a dehydrator, or place your filament in the oven to make it usable.
- Expensive – Nylon is considerably more expensive when compared to ABS or other printing materials.
Keep your Filament Dry
The number one thing I vastly underestimated is how fast Nylon becomes nearly unusable after being exposed to open air for less than a day. My first print was on a temperature tower to dial in the temperature setting. After this I waited about a day and decided to print a retraction test.
After multiple failed prints and adjusting all of my settings, nothing seemed to work. Then I noticed a “popping” sound as the filament was extruded and I could see very small air bubbles in the filament. I then realized the Nylon Filament had absorbed moisture and that is what was causing my printer issues.
I then built myself a small DIY Dry-Box, using a storage tote that had a foam seal around the edge with locking handles. Added small piece of plexi-glass, that allowed me to thread in a 1/4″ push lock air fitting. This served as a filament delivery service to my printer. I then added some left over desiccant bags, to help keep the air dry, and I was done.
All-Metal Hotend Required
All metal Hot Ends, are also a must have. This is due to the fact you will be printing at much higher temps than standard PLA. I I found that the eSUN ePA 1.75mm Nylon Filament would print at 250c, but the layers really didn’t adhere very well.
At this temperature standard hot-ends would begin to melt the PTFE tubes and cause a number of issues.
Build an Enclosure
Enclosures are definitely another must have. They not only allow for stable printing temperatures, but also keep the unwanted 3d printer fumes under control. This is not that big of an issue for me, since I am using my 3d printer in a well ventilated garage. However, if I was in a small bedroom, I would definitely consider adding some type of air filtration system.
Filament Dryer
Lastly the Dehydrator. After my first failed attempt, I placed the Nylon Filament back in the dehydrator for about 24 hours while I fabricated my dry-box. I have also heard of people placing the filament in an oven to do the same thing.
Print Settings:
I printed the final product on a Prusa MK3 and used Slic3r PE for my slicing software. Here is my basic configuration.
- Cooling – I found turning the print fans completely off for the entire print works best
- Hot End Temperature – 250c was the absolute lowest Hot End temperature setting. The Nylon extruded, but failed to bond on layer changes. 265c worked best for eSun’s Nylon.
- Print Bed Temperature – 85c seemed to work well for me.
- Print Speeds – I found speeds pretty comparable to the speeds of printing with PLA
- Bed Adhesion – This was one of the hardest parts of printing with Nylon for me. Even though I am printing with a Prusa MK3 using a PEI build surface, I found 2-3 layers in the Nylon was pulling away from the build surface. I ended up going with the old “go to” bed adhesion helper “Aqua Net Extra Super Hold Professional Hair Spray Unscented”.
I applied a very light coat of Hair Spray, to the build surface and my adhesion issues were gone.
Read More About Printing With Nylon
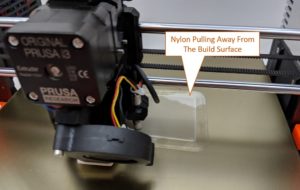
Nylon Pulling Away From the Build Surface
Final Results:
The end product was EXTREMELY flexible and shatter resistant when compared to ABS. There was little to no stringing and the bridge settings around sloped areas of the print actually came out better than the PLA prototype.

Final Nylon Product
The main issue is keeping the Nylon dry! If you are looking to 3d print with Nylon, build yourself a dry-box first. This little tip would have saved me hours tinkering with print settings. It will absorb enough moisture in less than 24 hours to render it unusable.[/vc_column_text][/vc_column][/vc_row]
If you liked this article feel free to comment down below and share it on your favorite social media platform. Thank you and happy printing!
Do you like like lithophanes? Check out my article on designing your own lithophane night light!